A Focus on Pyrolysis Coproducts





PHOTO: CHAR TECHNOLOGIES
April 15, 2022
BY Sue Retka Schill
Advertisement
Advertisement
Related Stories

The Alliance for Green Heat has designed a new survey to gain insight into how and why people use pellet stoves, and what they like and don’t like about them. The survey is open to anyone who has used a pellet stove for home heating in the past year.

Valmet will deliver a major boiler rebuild to E.ON’s Steven’s Croft biomass power station in Lockerbie, Scotland in the United Kingdom to secure trouble-free operation of the boiler for years to come.
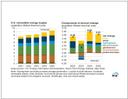
The U.S. Energy Information Administration currently predicts renewables will account for 23% of U.S. electricity generation this year, increasing to 25% next year, according to the agency’s latest Short-Term Energy Outlook, released May 7.

U.S. manufacturers produced approximately 830,000 tons of densified biomass fuels in January, according to the April edition of the U.S. EIA’s Monthly Densified Biomass Fuels Report. Sales of densified biomass fuel reached 650,000 tons.
The USDA on April 23 awarded more than $194 million in loans and grants through the agency’s Rural Energy for America Program. Biogas and bioenergy projects were among those selected to receive funding.
Upcoming Events

@ Copyright 2024 - BBI International - All rights reserved.